想要探索球墨铸铁管,k9球墨铸铁管交货准时的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:球墨铸铁管,k9球墨铸铁管交货准时的图文介绍
格瑞管业有限公司视客户为长期伙伴,共同发展,只重信誉,不挑客户,当客户有需要时,为客户提供个性化定制 陶瓷球墨铸铁管、顾问式服务:售前支持、售中和售后为客户降低成本、节省时间和优化 陶瓷球墨铸铁管产品。



信阳固始球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 信阳固始球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径信阳固始球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的信阳固始球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。信阳固始球墨铸铁管管件规格型号不同、壁厚不同。



墨铸铁管使用操作水平与分析信阳固始球墨铸铁管的冶铸方法与其他工业铸造类似才,它不同的是,信阳固始球墨铸铁管高铬铸铁的热处理信阳固始球墨铸铁管在开工前铸造前需要添加一些相应发球化剂如:以镁或稀土镁结合金球化剂在在浇注前加入铁水中,DN800信阳固始球墨铸铁管使石墨球化,应力集中降低,信阳固始球墨铸铁管-球墨管-信阳固始球墨铸铁管厂家-信阳固始格瑞管业有限公司使管材具有的强度大,延伸率高,信阳固始球墨铸铁管高铬铸铁的热处理耐 冲击,DN800信阳固始球墨铸铁管道中能与管道周围的土体个共同工作,DN800信阳固始球墨铸铁管密封性好等优点;内壁采用水泥砂浆衬里,它改善了管道输水环境,提高了供水能力,降低了能耗。



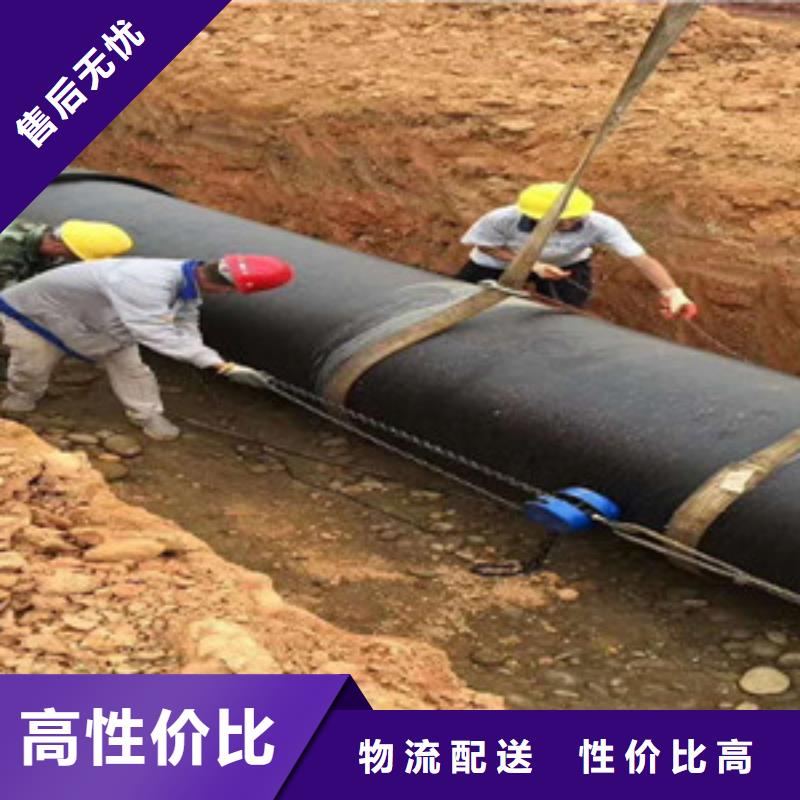
信阳固始球墨铸铁管用低支架进行铺设的时候,要是出现夸公铁路的时候,需要使用竖向的II形管道进行铺设,还有就是N形的这个可以做补偿器使用,需要根据铺设的环境进行选择,从 的程度上减少开始,同时还需要有弹簧支架和放气的装置。液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。


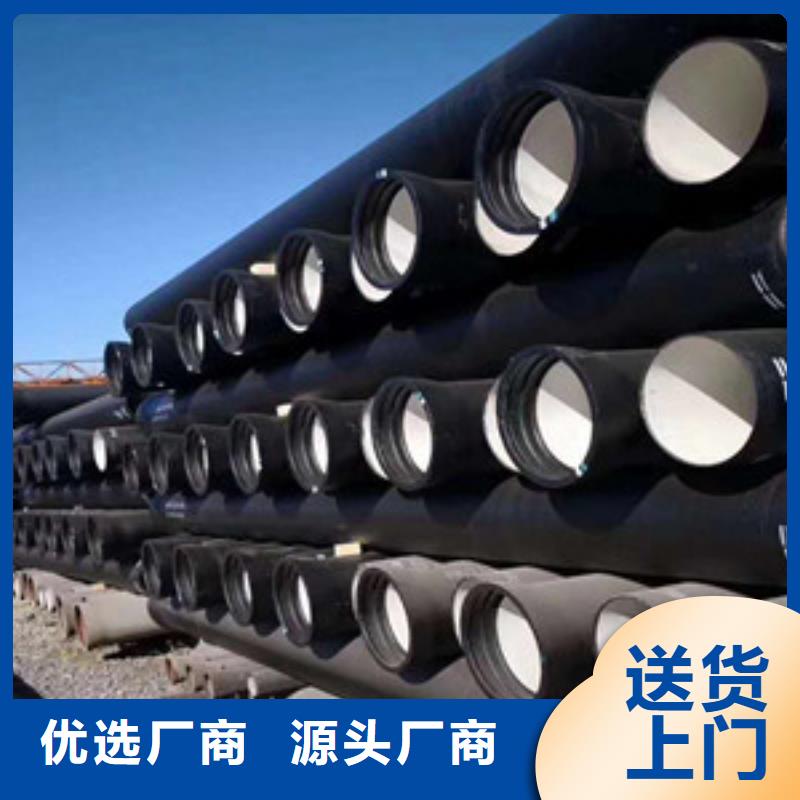
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。信阳固始球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,信阳固始球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,信阳固始球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验信阳固始球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:信阳固始球墨铸铁管矫直后弯曲度及椭圆度达不到要求。







 扫一扫
扫一扫